| |
Jak projektować i wykorzystywać elementy fototrawione?
singulair.serwis |
Otwieramy nowy wątek, w którym pragniemy wyodrębnić tematykę projektowania, wykonawstwa i montażu elementów fototrawionych w ramach wykorzystywania ich w mikromodelarstwie okrętowym. Jak pewnie wielu z Was zauważyło, tematyka "blacharki" okrętowej pojawia się systematycznie niemal w każdej relacji. Sporo rozmawiamy, dużo poglądów wymieniamy i dzielimy się wzajemnie doświadczeniem, jednak w dużej ilości wątków zaczyna to wszystko zanikać. Dlatego też sugeruję, abyśmy wszystkie tematy związane z montażem detali z blaszek, z ich formowaniem a także projektowaniem poruszali w tym wątku, który z czasem, jak sądzę, stanie się niezłym poradnikiem w tej materii.
Nie oznacza to, że obowiązuje jakiś zakaz rozmawiania o blaszkach i elementach fototrawionych w naszych relacjach! Oczywiście rozmawiamy jak najbradziej, bo przecież jakby nie było, to stosowanie blaszek do budowy naszych mikromodeli jest faktem i chyba niewielu pozostało modelarzy z ortodoksyjnym podejściem ignorujących taką możliwość detalizacji modeli.
dnia Wto 22:24, 17 Gru 2013, w całości zmieniany 1 raz
Ot i bardzo dobra idea.
Fototrawione detale są jakie są, często też mają błędy merytoryczne, a samodzielne ich wykonanie pozwoli uniknięcie tychże.
Poza tym, są jakie są także pod względem zdetaizowania. Są robione "dla każdego".
A umiejętności, a co za tym idzie i możliwości obchodzenia się z z detalami są różne. Dlatego samodzielne wykonanie pozwoli dostosować wielkość i skomplikowanie do własnych umiejętności i potrzeb.
Sam kiedyś zabrałem się za temat. Zaprojektowanie detalu, zrobienie diapozytywów, dopasowania kolejnych warstw trawienia, lakier UV, roztwór trawiący, nie były problemem. Poległem na lampie UV.
Chętnie ten temat podejmę i pomogę.
Witos poruszyłeś bardzo ważną sprawę. Do kontroli modeli pod względem zgodności merytorycznej przywykliśmy, ale na błędy blaszek raczej niezwracamy uwagi. Grunt że pasują do danego zestawu plastikowego. Co z tego że zestaw blach do konkretnego modelu składa się np. z 8 blach, części z żywicy i metalowych luf, skoro w efekcie otrzymamy ładny i zdetalizowany model sci-fi. Tyle moich przemyśleń w tej sprawie.
Najczęściej sci-fi występuję na jednostkach floty japońskiej. Głównie z powodu skąpej dokumentacji.
Przy tworzeniu blaszek zawsze jest pewien kompromis pomiędzy rzeczywistością (tą dostępną z literatury) a techniczną możliwością odwzorowania i wykonania. Do tego dochodzi jeszcze możliwość złożenia elementu.... Tu zawsze mamy uproszczenie mniejsze lub większe gdyż działamy w materii raczej płaskiej - blacha. Bardzo przydatna jest przygoda z modelarstwem kartonowym...
Kolejne ograniczenie narzuca sam model - i jego zgodność z rzeczywistością.
Do projektowania potrzebny jest graficzny program wektorowy. Ja pracuję w Corelu. Pozwala łatwo importować zdjęcia rastrowe, zakres funkcji oraz dokładność w zupełności wystarcza do profesjonalnego projektowania nie tylko blaszek. Pewnie można w innych aplikacjach uzyskać taki sam efekt.
Nie mam doświadczenia w produkcji samych blaszek - natomiast pasja opracowywania i tworzenia modeli kartonowych z lat młodzieńczych pozwala mi na stosunkowo łatwe ich projektowanie...
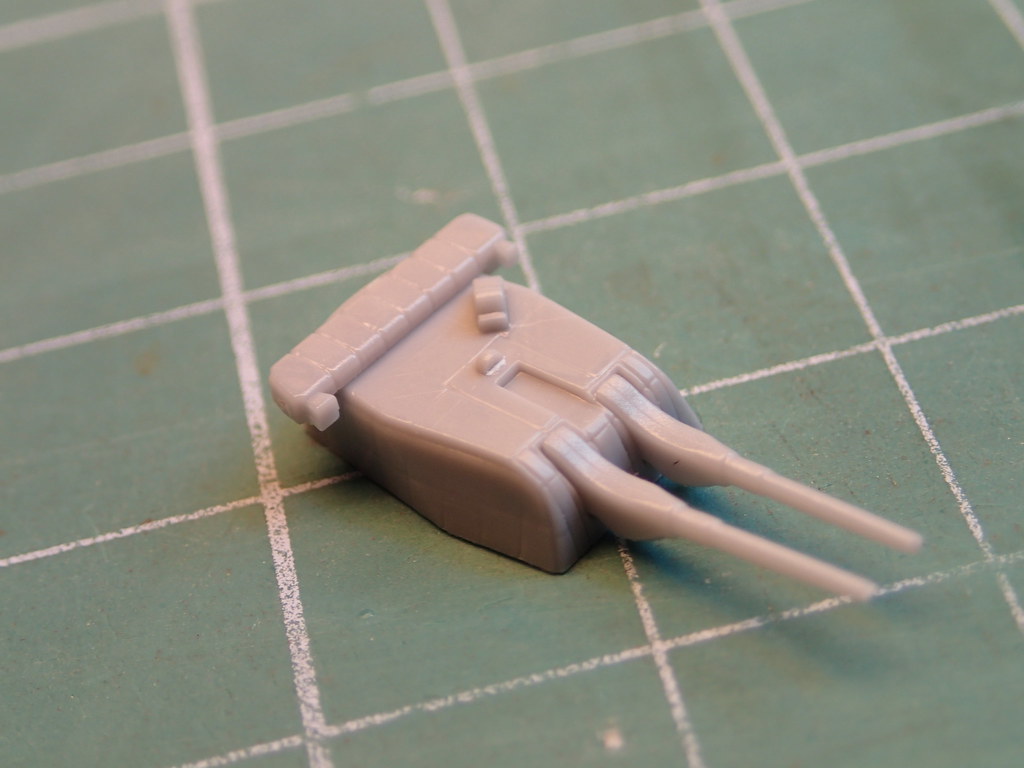
Jako materiał wejściowy dobry jest już sam model. Tu należy podjąć decyzję co i jak waloryzujemy. Jako przykład, który możemy wspólnie przećwiczyć zaproponuje może wieżę występującą praktycznie na wszystkich krążownikach japońskich - 203mm, 50cal Nendo Shiki 3 model E:
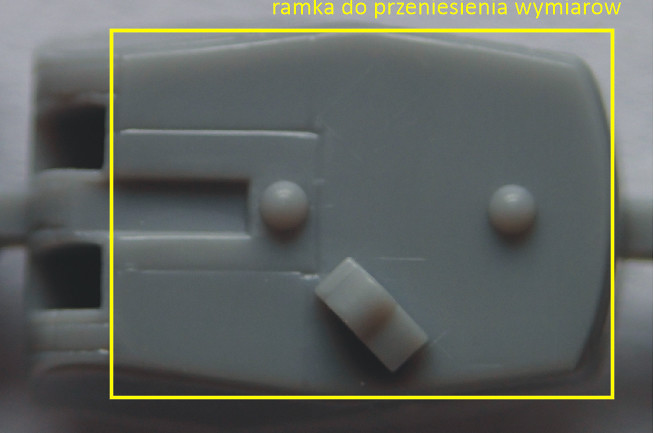
Korzystanie z rysunków (jeśli są dostępne) oraz płaskich zdjęć poszczególnych elementów modelu ułatwia proces. Jeśli robię zdjęcia - staram się robić wszystkie zdjęcia z tej samej odległości oraz pod kątem prostym do obiektu. Ta sama odległość pozwala na stosowanie jednolitego współczynnika skalowania. Aby go obliczyć stosuję prosty trik: zbieram kilka wymiarów z fizycznego elementu, rysuje sobie te wymiary - nw postaci prostokąta i tak pomniejszam/powiększam wczytane zdjęcie aby jego wielkość w Corelu pokryła się z wymiarem wyliczonym ze skali
jeśli decyzja jest taka aby cały element wykonać od podstaw dobrze mieć dokumentacje zawierającą wymiary rzeczywiste lub określoną skalę
Corel pozwala na import skanów:
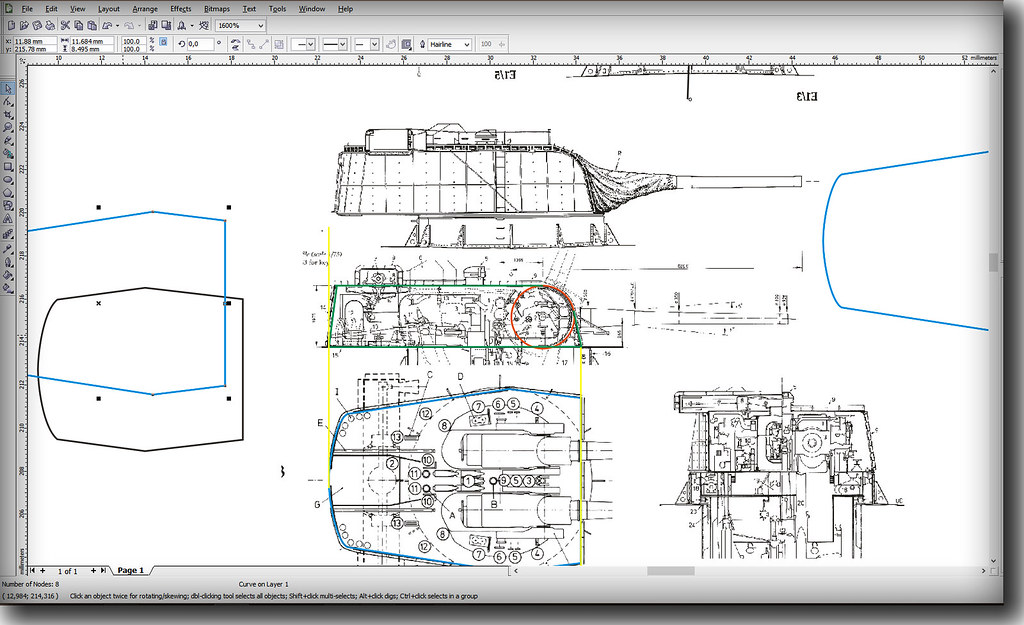
Mając rzeczywiste wymiary stosunkowo łatwo jest przeskalować bitmapę aby osiągnąć właściwe wymiary. Metoda - jak wyżej.
Etap pierwszy to analiza danego elementu bądź struktury. Akurat wieża 203mm model E jest dość wdzięcznym elementem: płaszczyzny w różnych kierunkach, sporo elementów spawanych, nitowanych więc zabawy będzie sporo 
Postaram się - jeśli Forumowicze pozwolą oczywiście - umieszczać tu relację z poszczególnych etapów wykonania wieży 203mm model E..
Aby nie było monotonnie - bo wszyscy posną - krytyka, uwagi oraz inne rozwiązania czy pomysły powinny tu również lądować. Wtedy będzie ciekawiej ! 
Cel mamy taki:

No, to ja, żeby nie było monotonnie.
Jak ktoś już zabiera się za wykonanie blaszek, to raczej podchodzi do modelu z założeniem zrobienia go najlepiej jak się da, w tym i kadłub. Kadłuby, jak i inne elementy są często spieprzone, a oprawki nieuniknione. Poprawki oczywiście wg rysunków, stąd dopasowanie blaszek robiłbym wg tych samych rysunków omijając z daleka elementy zestawu.
Witam
To może ja z innej beczki... Tak najszła mnie myśl czy nie mozna by wykonać fototrawek posiłkując się wydawnictwami kartonowymi. Mamy już tak gotowe rozwinięcia, pozostało by tylko przeskalować i przerysować. Dzisiejsze kreślone komputerowo rozwinięcia są, jak sądzę, wystarczająco dokładne na naszych celów. Dla pewności można sobie skleić z kartonu gotowy element w celu ewentualnych korekt. Co sądzicie o tym?
Pozdrawiam
Niestety, nie jest to dobry pomysł według mnie. Modele kartonowe projektuje się w określonej specyfice nie bardzo powiązanej z istniejącymi modelami plastikowymi 1:700, czy nawet 1:350. Poza tym pamiętać należy o takim drobnym niuansie, jak grubość kartonu, dla której projektuje się rozwinięcia siatek w modelach kartonowych. Po zmniejszeniu wszystko się rozlatuje. Myślę, że dla projektującego blachy rozwinięcia siatek z modeli kartonowych mogą być swoistą poglądówką, ale nie wzorem do zmniejszenia.
Witam...
Takie mam przemyślenia po ostatnich zmaganiach z blaszaną materią.
Niezwykle istotne jest w naszej małej skali odpowiednia praca z poprawnym projektowaniem krawędzi na zaginanie blaszek potrzebnych do kształtowania ścianek naszej bryły.
Zwłaszcza, kiedy element i jego ścianka jest niewiele dłuższa niż grubość blachy. W skomplikowanych kształtach ma to niebagatelne znaczenie.
Wniosek jaki wysnułem po analizie jest taki:
1. Dla ścianki blaszki, którą zaginamy opisując podstawę zewnętrznym narożnikiem (np zewnętrzny narożnik nadbudówki, pomostu...) do rzeczywistej długości boku należy DODAĆ grubość blaszki jako materiał na zagięcie:
i tak :
- przy kącie zagiecia 90st - jest to grubość blachy
- przy kącie zagięcia 45st - jest to połowa grubości blachy - w praktyce niewytrawialna (technologia trawienia pozwala na odwzorowanie minimalnego wymiaru na poziomie 80% grubości blaszki) więc należy przyjąć 0,8 grubości blachy
2. Dla ścianek opisujących podstawę wewnętrznym narożnikiem (np wnęka) od rzeczywistej długości boku należy ODJĄĆ grubość blaszki jako nadmiar materiału na zagięcie:
tu zasada jest podobna jak przy dodawaniu:
- przy kącie zagiecia 90st - jest to grubość blachy
- przy kącie zagięcia 45st - jest to 0,8 grubości blachy
Oczywiście pisząc o dodawaniu materiału lub jego odejmowaniu mam na myśli podtrawienie blaszki - czyli jej wytrawienie do połowy grubości.
pozdrawiam
Grzegorz
Witam
Tak troszkę się pobawiłem w zaprojektowanie coś a la blaszki . Nie wiem czy o to właśnie chodzi przy projektowaniu, aby wszystkie elementy były z sobą razem złączone. Nie wymiarowałem bo chodziło mi o ogólny zarys. Jeśli to będzie to, o co chodzi w tej zabawie to zrobię następnym razem już z wymiarami oraz wszystkimi rygorami jakie są wymagane. Jeśli dobrze poczytałem, to najmniejsza jednostka szerokości elementu musi być równa minimum grubości blaszki. Prosiłbym o ewentualne uwagi i korekty.
Pozdrawiam

Ogólnie chodzi o to aby elementy "nie wypadły" z blachy w czasie procesu trawienia. A więc muszą być niejako przymocowane do blachy
W procesie trawienia miejsca nieosłonięte podlegają chemicznemu rozpuszczeniu i znikają, miejsca osłonięte pozostają - tworząc nasze elementy.
Miejsca osłonięte i nie z kolei tworzy się w procesie przygotowania blaszki - tak samo wręcz jak klasyczne wywołanie zdjęć.
W zależności od sposobu trawienia - a dokładnie sposobu przygotowania klisz i folii światłoczułej (negatyw, pozytyw) stosuje się różne projekty - czytaj klisze lub pliki komputerowe:
Pozytyw - tam gdzie są obszary zaczernione pozostaje emulsja i co za tym idzie materiał.
Negatyw - tam gdzie są obszary białe - niezaczernione pozostaje emulsja i co za tym idzie materiał.
Ja pracuję z firmą stosującą przygotowanie blach pozytywowe.
i wracając do pytania Jozka: dolna część projektu jest OK. pozostaną trzy "uszka" z otworami. Będą przyczepione do blachy ośmioma mocowaniami i mocowaniami między sobą.
[/quote]
i wracając do pytania Jozka: dolna część projektu jest OK. pozostaną trzy "uszka" z otworami. Będą przyczepione do blachy ośmioma mocowaniami i mocowaniami między sobą.[/quote]
..Super, dzięki za odpowiedź... ten górny rysunek to taki schemat wyrysowany w CDR potem zaczerniony. Czy zaczernia się w CMYK-u czy RGB ? albo jest to obojętne. Moje następne pytanko... jeśli można oczywiście:)... Jak oznacza się nadtrawienie? Czy jest to jakiś "jaśniejszy" czarny, czy jakiś inny kolor? Np. mam blaszkę 0,1 mm i chciałbym jakiś obszar nadtrawić powiedzmy do połowy grubości.
projekt musi być dostosowany do technologii firmy trawiącej. Jeśli jest możliwość trawienia obustronnego - przygotowuję się projekt obustronny. jeśli trawienie jest jednostronne - jednostronny.
Tylko w przypadku technologii trawienia obustronnego mamy możliwość tzw podtrawień - czyli trawienia do połowy grubości blachy.
Niezależnie od ilości stron - mamy do dyspozycji tylko dwa stany - czyli dwa kolory :
trawienie - pole białe, puste
nietrawienie - pole czarne, pełne.
aby uzyskać podtrawienie należy na jednej ze stron ( w zależności od tego czy chcemy podtrawić z dołu czy z góry) zostawić obszar biały.
tak wygląda proces trawienia obustronnego:
Czynnik trawiący wchodzi z obu stron na powierzchnię blachy i ją wypłukuje.
i taki daje efekt:
Najlepiej używać pełnej czerni - w sumie obojętnie czy RGB czy CMYK. Oraz pełnej bieli. NIE można używać żadnych odcieni pośrednich - nic z tego nie wyjdzie.
To trochę tak jakbyśmy kreślili nasz projekt czarnym mazakiem - tam, gdzie namaluję - zostaje blacha. Gdzie nie pomaluję - zniknie
I trzeba pamiętać aby namalować ramkę dookoła obszaru trawienia blachy - bo bez niej zniknie wszystko w przepastnych trawiarkach. I oczywiście poszczególne elementy do tej ramki przymocować....
A więc wracając do tzw początku…
Jeśli mamy już nasz obiekt rozrysowany - należy zamienić go na siatkę. Metod robienia siatek brył jest tyle ile siatek… ja robię to „po staremu” – czyli ręcznie: z płaskich rysunków. Są specjalne programy do rozwijania brył 3D. Ułatwia to bardzo pracę ale wymaga z kolei zrobienia modelu 3D.
Mając gotową siatkę naszej bryły należy zaplanować sobie linie zagięcia. Cel tego działania jest jeden – kontrolowane osłabienie blaszki w taki sposób aby uzyskać możliwość zagięcia. Metod jest kilka:
Podtrawienie blachy od góry
Podtrawienie blachy od dołu
Przetrawienie częściowe na wskroś
poniższy rysunek pokazuje obrazowo jak wygląda blaszka po zagięciu przy różnych technikach jej osłabienia w linii gięcia:
Każda niesie korzyści i niedogodności – o czym trzeba pamiętać:
Podtrawienia – dają ładną krawędź zewnętrzną linii zagięcia ale są trudniejsze w pracy szczególnie z małymi elementami. Ważne są naddatki na zagięcie – i tu ważne jest aby przemyśleć kąt zagięcia. O tych przemyśleniach było wyżej …
Trawienie przerywane ale na wskroś – najłatwiejsza w projektowaniu i wykonaniu. Blaszka łatwiej zagina ale z kolei krawędź zagięcia nie jest jednolita. Ta ostatnia technika jest bardzo często stosowana przez większość producentów. Ja osobiście preferuję – jeśli to jest możliwe – podtrawienie jednostronne.
Oczywiście można też oba sposoby pomieszać – czyli zaplanować linie zagięcia częściowe i podtrawione…
Więc gotowa siatka wieży może np. wyglądać tak (linie różowe to linie podtrawienia od dołu):
Oczywiście jest to surowa wieża.
Teraz decyzja zależy do nas: czy będziemy nanosić detale na wieżę w postaci dodatkowych naklejanych blaszek czy tez będziemy te detale wykonywać na wieży w postaci podtrawień – czyli ryflowania
W przypadku modelu wieży moja decyzja jest taka aby spróbować odtworzyć ekrany termiczne - czyli nanieść dodatkowe elementy na surową konstrukcję pancerza wieży.
c.d.n....
Osłony termiczne to dodatkowe elementy mocowane na korpus wieży. Aby je zaprojektować posiłkowałem się AOTS Janusza Skulskiego, gdzie sposób mocowania osłon jest bardzo dokładnie rozrysowany:
Widać wyraźnie jaki dystans miały blachy termiczne w stosunku do wieży. Blachy mocowane były na wspornikach, których wysokość w naszym przypadku stanowić będzie długość zaginanych kawałków blaszki.
Decyzja zapadła taka aby zgodnie z rzeczywistością wykonać dach i czoło wieży jako jedna osłona a boki wieży jako drugi, ciągły element.
Ten krok wymaga nieco dywagacji geometrycznych; o ile projekt blaszki dachu jest stosunkowo prosty (pozornie) to wyrysowanie boków wymaga nieco gimnastyki. Należy pamiętać o bardzo dokładnych pomiarach długości poszczególnych boków. W przypadku dachu nie było kłopotów - jest to rzut pionowy dachu ale boki wieży wymagają uwzględnienia wzrostu długości boków osłon poprzez fakt dodania wsporników (szary obrys dachu wieży po prawej stronie) ...
Po opracowaniu brył można skupić się na odtworzeniu faktury poszycia blach (nitowanie, spawy, śruby, inne). Materiał referencyjny - oczywiście AOTS.
Tutaj jest duże pole do kreatywności własnej; elementy można odtwarzać jako wypukłe (czyli pozostawić pełną grubość blachy a tło podtrawić) lub wklęsłe (czyli podtrawić nasze elementy i później poprzez zastosowanie washa nadać im trójwymiarowość...
Ja staram się -o ile to możliwe - odtwarzać elementy w sposób wypukły.
i tak wyglądają gotowe blachy osłon termicznych. Kolor czarny to oczywiście pełna blacha nietrawiona, kolor czerwony to podtrawienie od dołu aby ułatwić zagięcie wsporników osłon, kolor niebieski to podtrawienie od góry - w tej sposób uzyskać można wypukłą imitację nitowania, spawania i innych drobiazgów...:
... Uff - korpus gotowy, osłony gotowe. Teraz należało by je umieści na blaszce i wytrawić.
Tutaj zaproponuje może moje rozwiązanie będące efektem kilkunastu zepsutych blach, wyłamanych elementów tudzież niedotrawionych bądź przetrawionych ....
Otóż każdy element jest niejako "otoczony dziurą"  . Czyli powierzchnią blachy do pełnego wytrawienia. Aby nie wypadł on razem z dziurą w czeluście trawiarki zaprojektowałem sobie takie trzymaki - pokazane w żółtej elipsie. Trzymaki trzymają element i dziurę w tzw kupie... Są one częściowo podtrawione w miejscu kontaktu z elementem - ułatwia to znakomicie jego późniejsze odcięcie nożykiem. Druga część trzymaka jest nietrawiona i zachodzi poprzez dziurę na blachę - w tej sposób mam gwarancję, że element zawsze będzie przyczepiony do masy blachy - gdyż trzymak przekracza obszar dziury - tak jak jest pokazane w czerwonym obszarze. . Czyli powierzchnią blachy do pełnego wytrawienia. Aby nie wypadł on razem z dziurą w czeluście trawiarki zaprojektowałem sobie takie trzymaki - pokazane w żółtej elipsie. Trzymaki trzymają element i dziurę w tzw kupie... Są one częściowo podtrawione w miejscu kontaktu z elementem - ułatwia to znakomicie jego późniejsze odcięcie nożykiem. Druga część trzymaka jest nietrawiona i zachodzi poprzez dziurę na blachę - w tej sposób mam gwarancję, że element zawsze będzie przyczepiony do masy blachy - gdyż trzymak przekracza obszar dziury - tak jak jest pokazane w czerwonym obszarze.
Taaak - definicja dziury i jej zrozumienie ułatwia pracę...
obrys dziurą można wykonać na wiele sposobów. Proste bryły po prostu obrysować - kwadratem, kołem lub tworząc wielokąt. W przypadku skomplikowanych elementów - a takie niewątpliwie są nasze twory - warto zastosować funkcje programowe. Ja pracuję na Corelu i posiada on czarodziejską funkcję o nazwie kontur. Instrukcje posługiwania się zamieszczam jako plik pdf - do domowej lektury.
O obrysowywaniu konturem....
Tak więc nasz element plus dziura plus trzymaki należy zgrupować aby stanowiły jedność - pływającą po powierzchni blachy
Finalnym efektem zabawy są nasze elementy otoczone dziurą z trzymakami - taką grupę można dowolnie przesuwać, obracać i powielać - tak aby optymalnie zapełnić powierzchnię naszej blaszki:
Mając gotowy projekt - trzeba go przystosować do wymagań firmy trawiącej. Najczęściej wymagana jest gotowa naświetlona folia lub plik z dwoma stronami blachy w kolorach czarno-biały.
Do tej pory pracowaliśmy w kolorze - teraz czas zrobić plik czarno biały. Nasz gotowy projekt musimy skopiować na dwóch stronach : awers i rewers:
WAŻNE! - rewers musi stanowić lustrzane odbicie awersu !
i teraz odpowiednio i BARDZO UWAŻNIE zamienić kolory!
Na początku tego wątku przyjęliśmy taką oto kolorystykę:
czarny - pełna blacha
biały - brak blachy
niebieski - podtrawienie z góry
czerwony - podtrawienie z dołu
aby więc uzyskać prawidłowy - gotowy do trawienia projekt - należy dwa kolory podtrawień (czerwony i niebieski) odpowiednio pozamieniać. I tak -
na awersie :
czerwony na czarny,
niebieski na biały
na rewersie odwrotnie
czerwony na biały
niebieski na czarny
a tak to powinno wyglądać:
oczywiście programy graficzne dają możliwość automatycznej zamiany kolorów - instrukcja jak to robi Corel - znajduje się tu: O zamianie kolorów...
Gotowe - teraz pozostaje zlecić do trawienia, poczekać ok tygodnia otworzyć paczuszkę a w niej powinna być nasza blaszka !
a po sklejeniu blaszek - efekt powinien być taki w porównaniu z modelem wtryskowym:
pozdrawiam i życzę milej zabawy
Grzegorz
Witam
Jesteś GENIALNY !!... prosto "łopatologicznie" wytłumaczone . 
- Oj tam, oj tam... - żachnęła się królewna i poszła sadzić kartofle...
z tą genialnością to raczej nie. Po prostu lubię rysować .
a jakich narzędzi używają Forumowicze do klepania i scalania blaszek ?
Witam
Żachać się możesz, ale i tak Twoje umiejętności są niesamowite. Przypuszczam, że zatrudniasz jakieś mikrokrasnale. Staram się i staram i może za jakieś 50 lat zacznie mi podobać się moja praca (tylko, że będę miał wtedy ponad 110 lat).
Gratuluję jeszcze raz
Wojtek
no więc tak - aby zacząc po polsku i gramotnie...
do klejenia blaszek można stosować:
1. Super Glue - szybkie, mocne, sztywne połączenie. Klej łączy praktycznie wszystko - łącznie z palcami. Podstawowy klej większości modelarzy. Wiemy o nim najwięcej. Ja ostatnio dowiedziałem się, że modelarze lotniczy stosują go jak szpachlówkę - zalewają szczelinę i zmywają naddatek debonderem - podobno rewelacja
Wady:
- połączenie jest kruche i to bardzo (próba szlifowania mikrowiertarką może skończyć sie źle)
- podobno (tak piszą znawcy tematu na modelwarship.com) połączenie SG staje się coraz słabsze z upływem lat. Nie doczekałem jeszcze takiego stanu
- toksyczny i ostry zapachowo
2. PVA (od zwyczajnego wikolu po taki wynalazek jak Gator Grip Glue)

Scala dość trwale i mocno. Po wyschnięciu bezbarwny i daje się nawet szlifować. Czas wiązania ok 1 min - i to jego największa zaleta! Druga zaleta to elastycznie połączenie. Ja osobiście stosuję go montażu wszelkiego rodzaju wyposażenia, jako wypełnienie, tudzież szpachla oraz wszędzie tam, gdzie nie ma strukturalnych obciążeń klejonych elementów. Rozpuszczalny w wodzie i po zaschnięciu wodoodporny. Ciekawostką jest to, że amerykańskie muzea zamawiając modele okrętów od modelarzy w specyfikacji rekomendują (niektóre wręcz wymagają) stosowania kleju PVA.
wady
- słabsza spoina niż SG - szczególnie na rozrywanie.
- czasem czas wiązania jest za długi.
3. Klej BCG - nie stosowałem ale podobno dobrze zespala karton. Najważniejsza zaleta (zasłyszana - nie mam tu doświadczenia) to fakt, iż spoina nie pozostawia absolutnie żadnych śladów, jest przeźroczysta i nie ma wysokości jeśli pozostanie na powierzchni.... -  . Modelarze kartonowi lepią nim nawet metalowe elementy do kartonu... Można stosować do montażu wyposażenia oraz innych drobiazgów o stosunkowo dużej powierzchni przylegania i małej wysokości. . Modelarze kartonowi lepią nim nawet metalowe elementy do kartonu... Można stosować do montażu wyposażenia oraz innych drobiazgów o stosunkowo dużej powierzchni przylegania i małej wysokości.
4. Lakier do paznokci - spoina stosunkowo słaba. Czas wiązania ok 30 sek. Zaletą jest to, że lepi wszystko. Można go mieć w dowolnym kolorze - można nim wykonać kolorowe lampy na olinowaniu lub inne detale... Dość trudny w pracy ze względu na dużą lepkość i żelowatą konsystencję (trudno nabrać porcję kleju). Ja używam do tymczasowego mocowania - np relingów - w przypadkach stosowania finalnie kleju SG
Wada
- słaba, nietrwała spoina
5. Kleje epoksydowe - mocna, trwała spoina. Długi czas wiązania, trudna aplikacja w mikromodelarstwie. Nie mam tu za dużego doświadczenia. Stosuję jako podstawę do osadzania masztów, tworzenia technologicznych gniazd wymagających sporej wytrzymałości.
6. Lutowanie - to nie mój swiat, ale na świecie modelarze lutują blaszki...
...
a jakich narzędzi używają Forumowicze do klepania i scalania blaszek ?
Niektóre forumowicze (bardzo niedoświadczone i świeże) lutują blaszki w celu scalenia.
A lutują tak :

Na zdjęciu powiększenie około 20 razy.
Do lutowania używam mieszanki past do lutowania. Jedna 0.25 części
zawiera mikrogranulki cyny a druga (0,75) jest zwykłą (choć niezwykłą ) pastą do lutowania. Obie te liczby są na oko i wahają się od 0.5 do 0.25.
Taką mieszankę, w ilości 1mm3 lub mniej nakładam na miejsce do zlutowania. Krótko przygrzewam lutownicą, po sekundzie jeszcze raz i jeszcze aż cyna w paście się roztopi. I już jest zlutowane. Czasem bardzo trudno utrzymać w miejscu dwa detale ale po kilku próbach, na ogół, się udaje.
Czasem muszę sobie pomagać pięciokanałowym tinolem o grubości 0.3.
Lutowanie ma same zalety i jedną wadę : jest zdecydowanie trudniejsze i bardziej pracochłonne niż jakiekolwiek klejenie.
Wreszcie zalanie czegoś cyną powoduje konieczność wytworzenia detalu od nowa. Ale każda zagięta krawędź, zalutowana, utrzymuje kąt i jest tak samo wytrzymała jak sama blaszka (mimo podtrawienia).
Detale lutowane nie powinny być wystawiane na mróz poniżej 20 stopni. Cyna może zmienić odmianę alotropową i zamieni się w pył.
Ale teraz próbowałem zlutować celownik. Niby niewiele bo trzy malutkie luty. Niestety dwie sztuki do kubeła.
Nadmiar cyny zdejmuję dentystyczną gumką do złota zamontowaną do Dremela.
Co do klepania, to nie wiem. Jeszcze niczego tak nie pogiąłem żebym musiał klepać. Wszystko daje się wyprostować pęsetą zegarmistrzowską.
Z ukłonami
Andrzej Korycki
Gięcie blaszek na specjalnym przyrządzie ułatwia pracę. Jest jednak obszar w mikromodelrastwie, gdzie raki przyrząd jest po prostu bezużyteczny....
w przypadku małych elementów najlepszy zestaw to nożyki, mikroszczypce, metalowe wałeczki różnej średnicy oraz wykałaczka...
przy użyciu owych utensyliów wykonanie skrzynki amunicyjnej do działek 25mm nie jest problemem:
wąski nożyk doskonale nadaje się do przytrzymania elementu na macie.
szarszym i nieco stępionym nożykiem łatwo można - poprzez podłożenie i wyprostowanie - zaginać dowolne płaszczyzny blaszki pod dowolnym kątem pomiędzy 0 a 90..
przy użyciu pęsety modelatskiej można łatwo doginać blaszkę z zachowanie równoległości ścian:
i gotowe:
|
|

